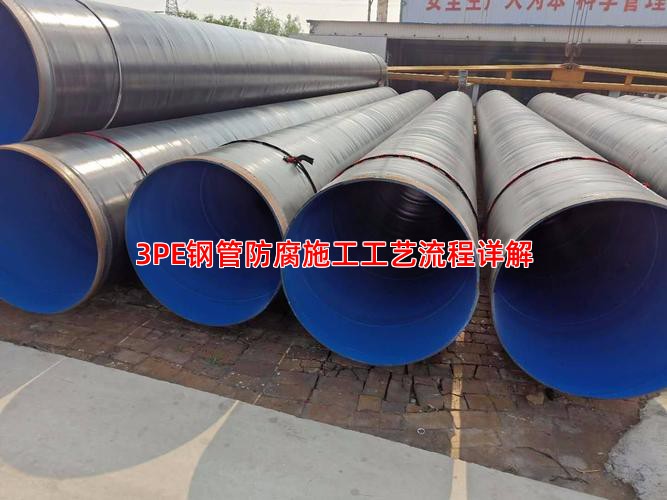
3PE钢管防腐施工工艺流程详解
在长输管线管安装施工方法中,3PE防腐层的质量直接决定了钢管的使用寿命。根据我们多年的工艺实践,一套严谨的施工流程是保障防腐效果的核心。其标准流程主要包括:钢管表面预处理、环氧粉末静电喷涂、胶粘剂挤出缠绕、聚乙烯层挤出缠绕及后续冷却固化。其中,表面处理是基础,必须达到Sa2.5级清洁度和50-90μm的锚纹深度,确保粉末附着力。粉末喷涂环节,我们通常将预热温度控制在200-240℃,这是保证粉末瞬间凝胶化并形成连续涂膜的关键。随后,胶粘剂与聚乙烯层的共挤出缠绕必须同步、连续,温度与压力参数的稳定匹配是避免层间剥离缺陷的重点。
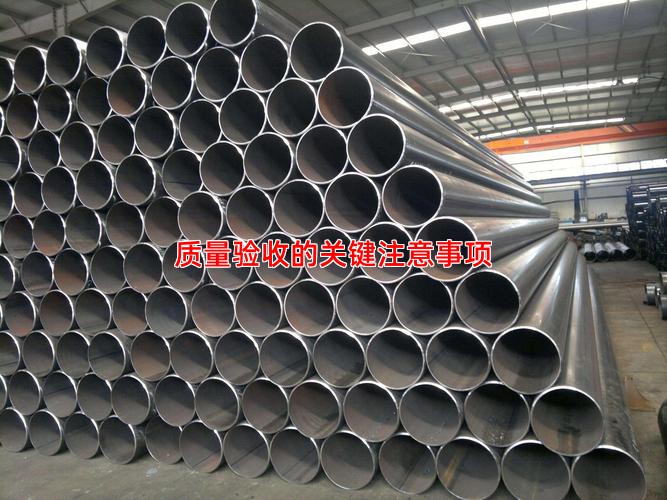
质量验收的关键注意事项
从技术角度来看,3PE防腐层的验收绝非仅靠目测。首先,必须严格依据钢管质量标准,对每一生产批次的原材料进行复验。在过程质量控制中,我们重点关注几个硬性技术参数:防腐层总厚度及分层厚度必须用磁性测厚仪逐根检测,确保符合设计规范;用电火花检漏仪进行全线高压针孔检测,测试电压根据厚度精确计算,这是发现微小缺陷的必备手段。此外,剥离强度测试是评价层间结合力的金标准,常温下环氧粉末层与钢管的剥离强度应≥70N/cm,胶粘剂与聚乙烯层的剥离强度应≥35N/cm。在实际生产中,我们常发现边缘翘起或局部厚度不均的问题,这往往与钢管预热不均或挤出机温度波动有关,需要即时校准工艺参数。
常见缺陷分析与工艺建议
结合一线经验,3PE防腐常见的质量缺陷主要有涂层针孔、层间粘结力不足和厚度超差。针孔多因表面处理不彻底或粉末中含有杂质;粘结力不足则与钢管预热温度不足、胶粘剂熔融指数不匹配直接相关。我们的工艺建议是,建立从钢管生产工艺源头开始的全流程监控,特别是钢管本身的表面清洁度与微缺陷。在钢管加工技术环节,建议将壁厚公差控制在±10%以内,以避免因基材不规则导致的涂层厚度不均。终检测时,除了常规项目,还应抽样进行阴极剥离试验,这是评估防腐层长期性能的重要预测指标。如有技术问题需要深入探讨,欢迎来电交流:13652031118。
 客服1
客服1