冷库制冷管道钢管的核心规格参数与选型逻辑
在冷库制冷管道工程中,钢管选型绝非简单的“按图索骥”。许多项目后期出现的腐蚀、泄漏甚至冷桥问题,根源往往在于初期选材时对钢管技术参数的忽视。从我十多年的工艺实践来看,必须将钢管的规格参数与冷库的低温、高湿、周期性运行等严苛工况紧密结合,才能确保系统长期稳定。
首先,规格参数是基础。制冷管道常用无缝钢管或高频焊管,规格选择需重点关注三点:一是公称通径与壁厚,必须根据设计压力和制冷剂特性计算确定,例如R717(氨)系统通常要求更高的承压等级;二是材质,常用20#优质碳素钢或Q345B低合金钢,其低温冲击韧性是关键,我们要求-40℃冲击功达标;三是尺寸精度,尤其是壁厚公差,我们工艺上严格控制在±10%以内,确保焊接和安装的一致性。从技术角度来看,外径和椭圆度的精密控制,能有效减少保温层施工难度和冷桥产生。
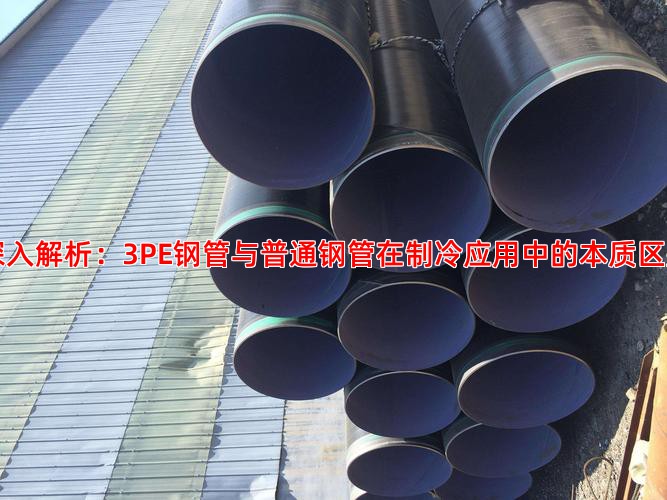
深入解析:3PE钢管与普通钢管在制冷应用中的本质区别
这是选型中易产生误区的环节。普通钢管(通常指仅做防锈漆或镀锌处理)与3PE防腐钢管(三层聚乙烯防腐)在冷库环境下的表现天差地别。普通钢管在冷库高湿环境中,腐蚀速率远超想象,特别是焊缝区域,极易成为薄弱点。而3PE钢管通过熔结环氧粉末(FBE)、胶粘剂和聚乙烯(PE)层的复合结构,提供了卓越的机械强度、化学惰性和近乎绝对的隔绝屏障。
根据我们的生产经验,用于制冷管道的3PE钢管需特别关注两点:一是涂层与钢管基体的附着力,我们通过严格的喷砂除锈(达到Sa2.5级)和精准的预热温度(建议200-220℃)来保证;二是端头密封处理,防止在安装切割后,潮气从切口侵入造成“膜下腐蚀”。从质量控制要点上说,普通钢管更依赖现场施工的防腐质量,而3PE钢管则将防腐这一关键环节前置并工业化,质量稳定性和寿命有数量级的提升。在常年低温的蒸发器回气管道等部位,这一区别直接关系到系统的安全性与维护成本。
生产工艺与质量检测对管道可靠性的决定性影响
再好的设计也需靠过硬的钢管生产工艺来实现。对于制冷管道用钢管,我强调三个核心工艺环节:一是成型与焊接,焊管的焊缝必须平滑连续,我们采用在线焊缝热处理来消除应力,提升韧性;二是热处理,正火处理是改善材料显微组织、保证低温性能的关键,温度建议控制在890-920℃;三是无损探伤,全线超声波或涡流探伤检测合格率必须达到100%,确保无任何裂纹、未焊透等线性缺陷。
在实际生产中,常见问题如钢管局部微凹、内壁氧化皮残留等,都会增加流体阻力或成为腐蚀起始点。我们的解决方案是优化矫直工艺参数和采用高压水/气联合内吹扫。终,钢管质量标准不能仅停留在出厂报告,安装前的现场复检(如壁厚测量、涂层电火花检漏)同样不可或缺。选型时,务必向供应商索要详尽的材质报告、工艺记录和第三方检测证书。
综上所述,冷库制冷管道的选型是一个系统工程,需综合考量规格参数、防腐形式与生产工艺。我强烈建议在项目前期就与有深厚技术积淀的钢管工程师或厂家进行深度沟通。如有具体技术问题需要深入探讨,例如特殊合金材料的选用或防腐方案优化,欢迎来电交流:13652031118,我们可以结合您的具体工况提供更具针对性的工艺咨询。
 客服1
客服1